測定室、生産、検品、開発における品質管理のための高品位測定器
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innovative Messtechnik für vielfältige Anwendungen:
- • Länge und Durchmesser
- • Oberfläche und Kontur
- • Form und Lage
- • Verzahnung und Wellen

Precise mixing and metering of liquids and pastes:
- • Gear metering pumps
- • Pumps for fiber production
- • Meter mix dispense machines as well as mixing heads
Rotary stroke bearings for backlash-free linear and rotary movements in:
- • Mechanical engineering
- • Precision engineering
- • Optik
- • Electronics
- • and many other industries






As an internationally active company, Mahr holds its patents not only in Germany, but worldwide.
Surface measurement: Selecting the correct filter

Following procedure is recommended:
- Trial measurement λc = 0.8 mm to determine the parameters RSm, Rz and Ra
- Assessment of the profile
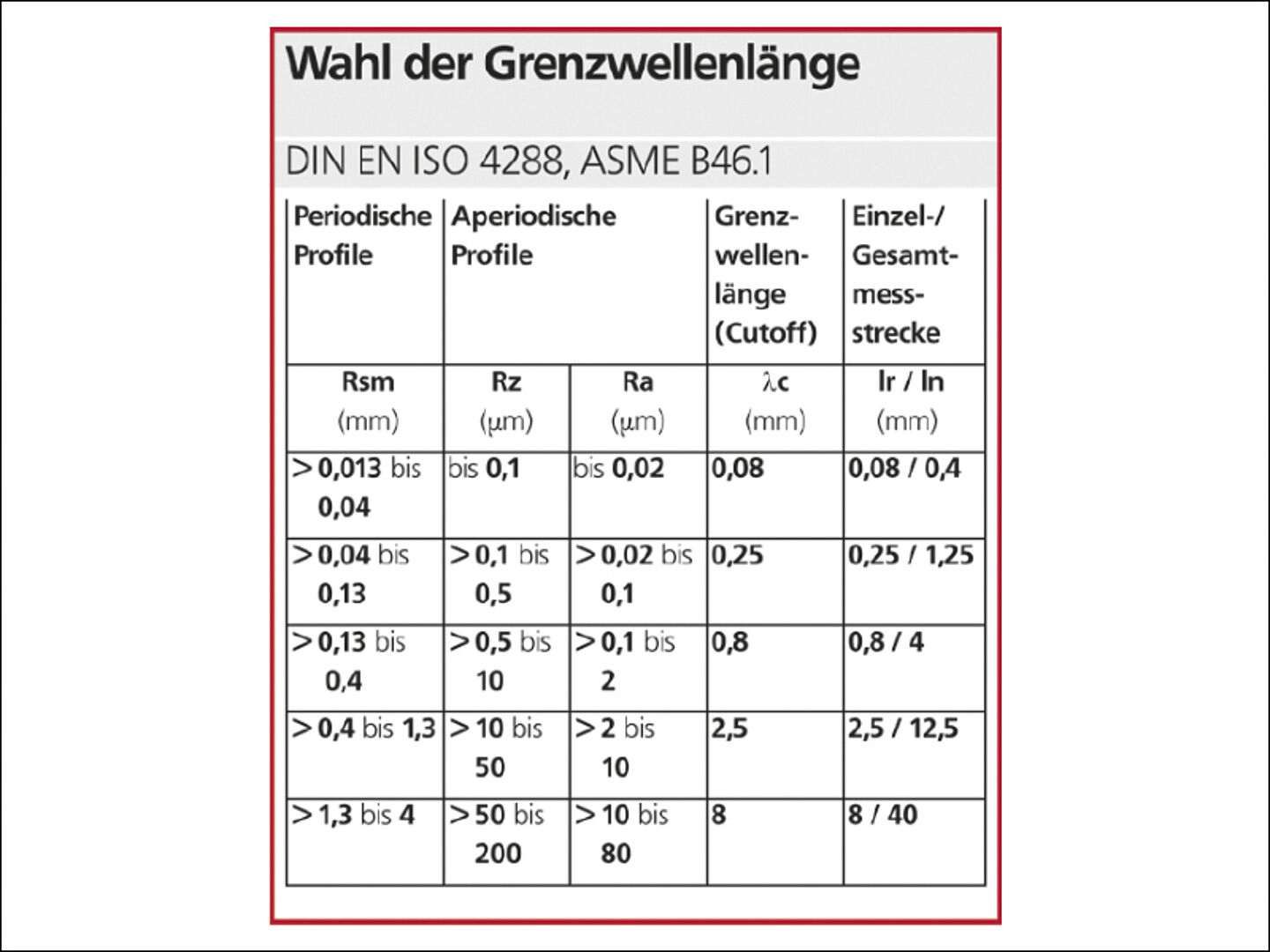
- For a clearly recognizable periodic profile: choice of cut-off wavelength according to the parameter RSm from the table depicted below
- Otherwise: choice of cut-off wavelength λc according to Rz and /or Ra
If the selection of λc = 0.8 already leads to a positive result, it must be ascertained whether or not the next smaller λc value is also compliant with the standard specifications: For a filter setting according to standards, the smallest possible λc value must always be selected that matches the table values according to ISO 4288.
Cut-off wavelength λc
If the upstream and downstream distances also have the length of the cut-off wavelength λc, the scanning distance of a roughness measurement has a total length of 7 limit wavelengths. This property is, however, device-specific: there are surface measurement devices, such as the MarSurf PS 10, in which the roughness scanning distance is only 6 limit wavelengths. That is, when the pre- and post-travel are only half a cut-off wavelength. This dependency of the scanning distance from the measuring device is not at variance with the standard, since the standard defines only the length of the measuring path, but not the length of the scanning path.
Recommendations for selecting the cut-off wavelength λc
- Visual inspection and / or nail test – test area clean, periodic or aperiodic?
- Automatic selection of λc, if possible – otherwise: λc selection after visual inspection, experience or tolerance specification
- Possibly. Correction of λc according to ISO table
- Repetition of the measurement with next shorter λc-value – important especially in case of tolerance excesses!
The ISO 4288 standard provides precise specifications for a standardized selection of the cut-off wavelength λc for periodic and aperiodic surface profiles.
Meaning of the parameters
At the latest since the publication of DIN EN ISO 4287, many additional surface characteristics are available. However, the various parameters have also acquired a very different meaning in practice. Among them are also characteristics that are rarely applied or have not been internationally distributed.
Meaning of the most common parameters
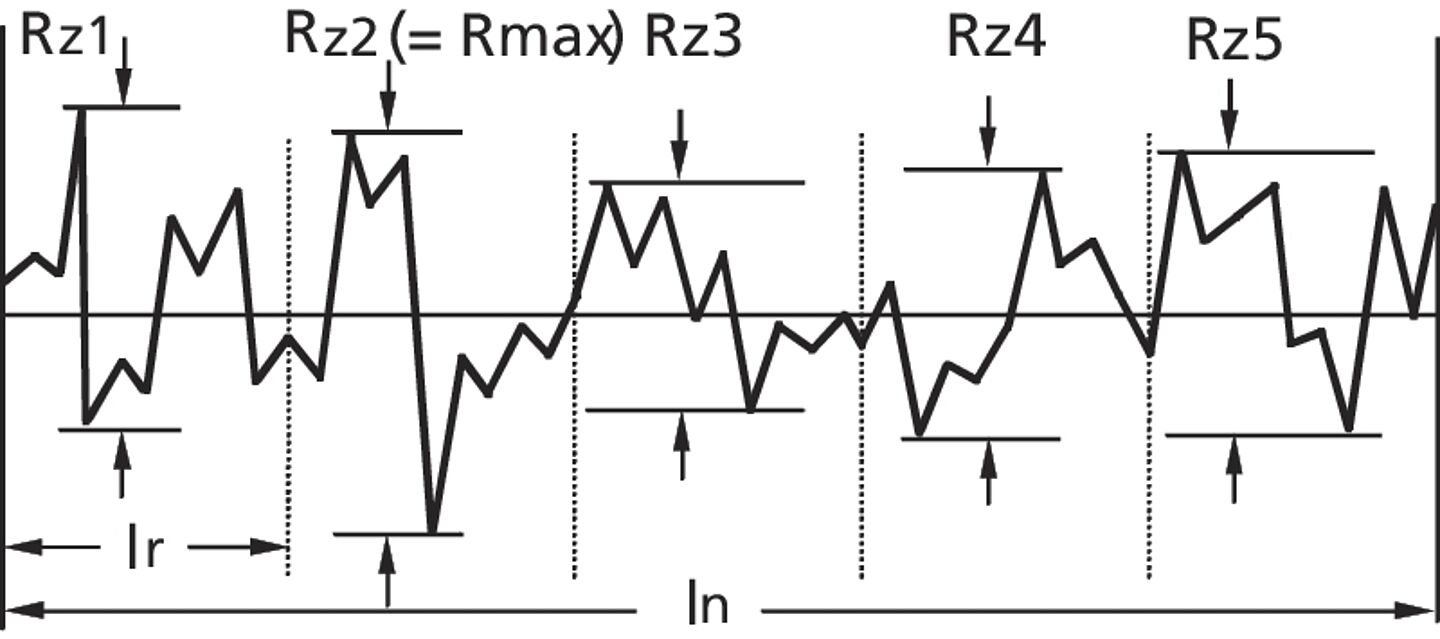
Average roughness Rz
The average roughness depth Rz is the arithmetic mean of the individual roughness values: The sum of the Rzi values is divided by the number of measured individual measuring distances Ir. Like Rmax, Rz is a measure of the surface roughness perpendicular to the test surface. Rz, however, depends less than Rmax on individual profile features: For repeat measurements, Rz values scatter less than Rmax values.
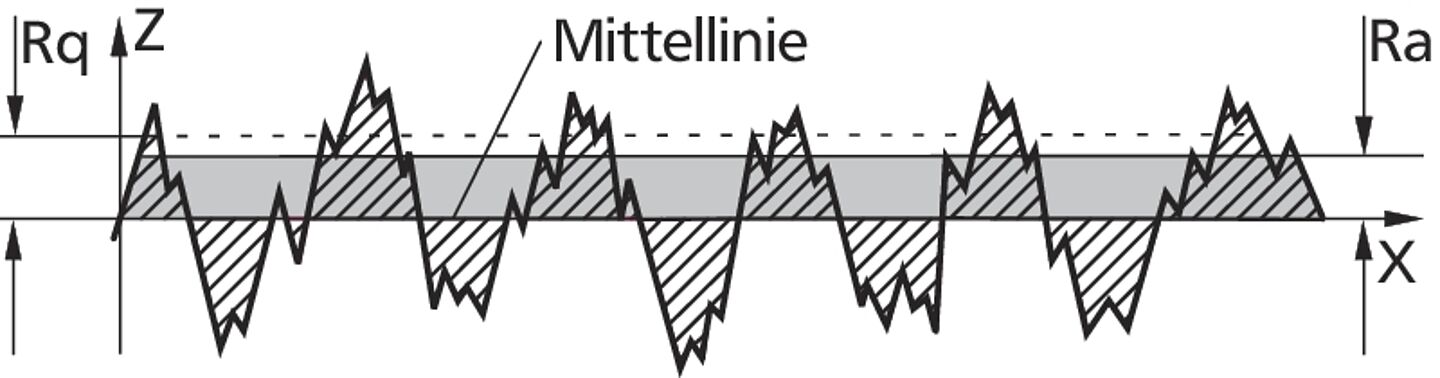
Mean roughness value Ra, Rq
The arithmetic mean roughness value Ra is the arithmetic mean of the values of all profile values of the roughness profile. Ra is the most commonly used roughness parameter in the world. It is easy to measure, well reproducible in repeat measurements, but makes almost no statement about the characteristics of individual profile features. It is therefore only suitable for evaluating the function of workpiece surfaces in combination with other surface parameters described here.
Maximum roughness depth Rmax
The individual depth Rzi is the sum of the height of the largest profile point and the depth of the deepest profile of the roughness profile R within a single measuring section lr. The maximum roughness depth Rmax is the largest individual roughness depth within the total measuring section. Rmax is a measure of the surface roughness perpendicular to the test surface. Of all the vertical parameters used in practice for the assessment of the roughness, it depends most heavily on individual profile features (feature = profile tip or profile or outlier). It may be used – as is the average roughness depth Rz – to replace the roughness Rt, which is no longer used today.
Important note:
The characteristic parameter Rmax is mentioned in ISO standards only in the general standard ISO 4288 and is referred to as Rz1max. (The German Association of the Automotive Industry VDA, however, also rejects the use of Rz1max and recommends the designation “Rmax”.)