Magas színvonalú méréstechnika a minőségellenőrzéshez a mérőszobában, a termelésben, az árubeérkezésnél vagy fejlesztésnél.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innovatív méréstechnika sokoldalú alkalmazásokhoz:
- • Hossz és átmérő
- • Felület és kontúr
- • Alak és helyzet
- • Fogazás és tengelyek

Folyadékok és paszták pontos keverése és adagolása:
- • fogaskerekes adagolószivattyúk
- • szivattyúk szálgyártáshoz
- • keverő- és adagológépek és keverőfejek
Golyós vezetékek holtjátékmentes lineáris és forgómozgásokhoz:
- • gépgyártásban
- • precíziós technikában
- • optikában
- • elektronikában
- • és sok további szakterületen







Nemzetközi szinten működő vállalatként a Mahrnak vannak szabadalmai nemcsak Németországban, hanem az egész világon is.
Javított szabványok az interfészre vonatkozóan

Amikor beteszel egy papírlapot a nyomtatóba, nem gondolkodsz rajta: A papírméret illeszkedik a nyomtatóhoz, a nyomtató pedig a papírhoz. Ez nem véletlen, hanem egy szabvány eredménye. A Német Szabványügyi Intézet (DIN) adatai szerint jelenleg mintegy 34 000 szabvány alkotja a német szabványtestületet. Fontos szabályokat adnak a gyártóknak és a fogyasztóknak, szabványokat állapítanak meg a termékekre és folyamatokra vonatkozóan, és egyértelmű kritériumokat határoznak meg - gyakran világszerte.
Így az új ISO 21920 profilszabványok három része fontos építőköve a közel 25 éve kidolgozott nemzetközi szabványosítási koncepciónak, a geometriai termékleírásnak (GPS-rendszer). A felületi specifikációra vonatkozó, már közzétett szabványok, a DIN EN ISO 25178 szabványsorozat után most a vonatkozó profilszabványok is rendelkezésre állnak a DIN EN ISO 21920 frissített változatában. A korábbi profilszabványok
- ISO 4287:1997-04 "Jellemzők".
- ISO 4288:1996-08 "Mérési feltételek".
- ISO 13565-1-3 "Teherhordó alkatrész"
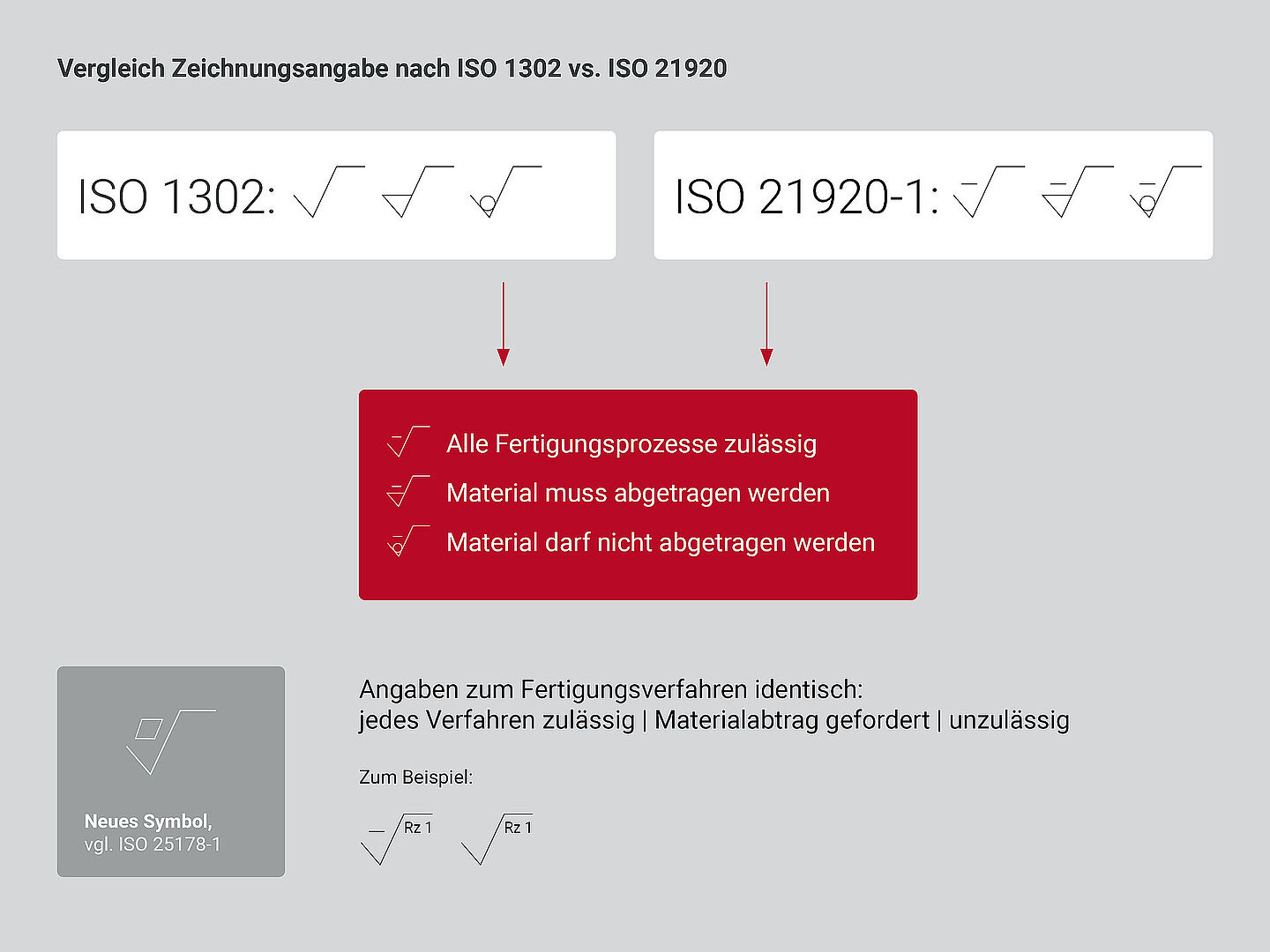
- ISO 1302:2002-02 "Rajzolási előírások
visszavonták. "Ezek már nem fedik le a modern mérőműszerek összes lehetőségét - például azért, mert eddig nem kínáltak szabványosított eljárásokat az optikai mérőműszerekhez. Ráadásul ezek nem mindig feleltek meg a jelenlegi ipari gyakorlatnak, és egyes esetekben egyes jellemző algoritmusok meghatározása homályos volt" - magyarázza Heinz-Joachim Kedziora, a Mahr felületmérés-fejlesztési vezetője. Az új szabvány harmadik részének projektmenedzsereként nemzetközi szinten is felelős, és ezt a feladatot a szabvány 2021 nyarán megjelenő első részének elkészítéséért is elvállalta. "A DIN EN ISO 12085 ("Motif") megmarad; a DIN EN ISO 3274 ("Stylus") felülvizsgálata időközben megkezdődött."
Frissítés és optimalizálás
Történelmi okokból a korábbi szabványok némelyike egészen más számokat tartalmazott. Ezek az "ISO 3274:1996-12 Mérőműszerek", az "ISO 4287:1997-04 Jellemzők" és az "ISO 4288:1996-08 Mérési feltételek" - hogy csak néhányat említsünk közülük. Mostantól kezdve ezeket az új DIN ISO 21920 szabványban foglalják össze. A teljes folyamatot - a tervezéstől a gyártáson át a minőségellenőrzésig - három részből áll. Az első rész (ISO 21920-1) a gyártással és a specifikációval, azaz a "rajzbejegyzésekkel" foglalkozik. A 2. rész (ISO 21920-2) meghatározza a paramétereket, a 3. rész (ISO 21920-3) pedig megfogalmazza a paraméterek ellenőrzésének feltételeit a végén.
1. rész: A rajzolás biztosítja az alkatrész funkcióit
Az 1. rész a korábbi ISO 1302 helyébe lép, és a tervező által az alkatrész gyártásához megadott rajzbejegyzések körüli folyamatokat tárgyalja. A legfontosabb változás: mostantól csak a rajz az alapja azoknak a feltételeknek, amelyekkel egy legyártott alkatrészt ellenőriznek. "Még ha egy tervező valami különösen bonyolultat is fejleszt, az 1. rész meghatározza, hogyan kell megadnia a munkadarabot szabad szöveg hozzáadása nélkül. Így lehetséges, hogy a specifikáció önmagában biztosítja az alkatrész működését" - magyarázza Heinz-Joachim Kedziora. Példa: Ha tehát csak a "Ra" paramétert, valamint egy értéket ad meg, akkor sok esetben nincs biztosítva, hogy ez a specifikáció korreláljon az alkatrész funkcionális viselkedésével. Vannak összetettebb és kevésbé összetett paraméterek. Ezen kívül az 1. rész új kifejezéseket tartalmaz a felszíni paraméterekre vonatkozóan:
| A kifejezés | Rövidítés | Magyarázat |
| Értékelés hossza | le | "kiértékelési hossz", az érzékelési távolság kiértékelt része; helyettesíti az lmvagy lnértékeket. |
| Beágyazási index | Nic, Nis | "határhullámhossz" csak lineáris szűrők esetében hasznos; λc és λs helyettesíthető. |
| Profil S szűrő | A Profile-S szűrő eltávolítja a rövidhullámú komponenseket (aluláteresztő); az érdességi jellemzők esetében a Nis szűrő("λs szűrő") eltávolítja a nagyon rövidhullámú komponenseket, amelyek nem tartoznak az R profilhoz. A hullámzási jellemzők esetében aNic-szűrő("λc-szűrő") eltávolítja azokat a rövidhullámú komponenseket, amelyek az R-profilhoz, nem pedig a W-profilhoz tartoznak. | |
| L profilú szűrő | Az L profilú szűrő eltávolítja a hosszúhullámú komponenseket (magas átjáró); az érdességi jellemzők esetében aNic szűrő("λc szűrő") eltávolítja a hosszúhullámú komponenseket, amelyek nem tartoznak az R profilhoz. | |
| A szakasz hossza | lsc | "szakaszhossz" a profilszakaszokból számított jellemző értékek, pl. Rz, Rp, Rv esetében; az "egyetlen mérési szakasz" kifejezés helyébe lép. |
| A szakaszok száma | nsc | "szakaszok száma"; a "mérési szakaszok száma" kifejezés helyébe az "egyedi mérési szakaszok száma" kifejezés lép. |
Fontos minden felhasználó számára: Az új szabvány csak az új rajzokra vonatkozik. A régebbi keltezésű rajzok a korábbi szabvány szerinti érvényességüket megőrzik.
Szintén újdonság, hogy a DIN EN ISO 21920-1 szabvány szerinti rajzok egyértelmű hivatkozását néhány szimbólum is segíti:
2. rész: A tervezőkre van kereslet
Az új ISO 21920 második része az alkatrészek paraméterei és funkciói közötti kapcsolatról szól. Ez a legátfogóbb és valószínűleg legnehezebb rész, amely a korábbi ISO 4287-es szabványt váltja fel. 100-nál is több paramétert ír le, amelyek hatalmas eszköztárat kínálnak a tervezőknek. A jövőben megkérik őket, hogy válasszák ki a megfelelő paramétert ebből a részből. A tapasztalatok azt mutatják, hogy sok felhasználónak nehéz a választás, mivel ez a téma nem áll a képzés középpontjában" - mondja a fejlesztési vezető.
A profilelemekből (= egy hegy és egy völgy a profilban) számított paraméterek esetében korábban nagyobb mérési bizonytalanságok voltak, mivel a profilelemeket leírták, de nem határozták meg egyértelműen és részletesen, különösen a határesetekben. Ez mostanra jelentősen javult. A méréstechnikai gyártók azonban nem kényszerülnek arra, hogy ezeket a paramétereket mind beprogramozzák egy készülékbe vagy szoftverbe, mivel némelyikük csak regionálisan játszik szerepet.
3. rész: Hogyan kaphatunk érvényes eredményt
A 3. rész meghatározza azokat a feltételeket, amelyek szerint vagy amelyek alapján a méréseket végzik. A korábbi ISO 4288 helyébe lép, és a "Specifikáció és ellenőrzés" témakörével foglalkozik, azaz a mérési eljárásokra és azok helyes végrehajtására vonatkozó követelményekkel. A 3. résztehát meghatározza az alapértelmezett esetet. Ez azt jelenti, hogy ha a rajzban nincsenek kifejezett előírások, akkor a szabványban leírtak érvényesek - azaz minden, amit nem kell kifejezetten előírni.
"Ez a rész tehát nem csak a mérési körülményekről szól, hanem további tényezőkről is, amelyeket figyelembe kell venni ahhoz, hogy érvényes eredményt kapjunk. Ezért ebben a részben nincsenek szabályok arra vonatkozóan, hogy hogyan kell mérni valamit, hanem csak egy teljes specifikációs operátor leírása" - magyarázza Kedziora. Az előírás elméletileg ideális és egyértelmű. Az ISO 8015 szerint: "A hitelesítési operátor a specifikációs operátor fizikai megvalósítása. Lehetnek pontosan ugyanazok a műveletek ugyanabban a sorrendben (ebben az esetben az eljárási bizonytalanság nulla), vagy lehetnek különböző műveletek, vagy a műveleteket más sorrendben végezheti (ebben az esetben az eljárási bizonytalanság nem nulla).".
Az ellenőrzéshez tehát egyszerűen meg kell adni a bizonytalanságot, ami a gyakorlatban többnyire nem könnyű. Példaként tekintsük a Gauss-szűrő használatát: Ha a szabványos esetben a specifikáció 0,5 µm-es profiltávolságot feltételez, nem tilos nagyobb vagy kisebb ponttávolságot használni a hitelesítéshez; a felhasználónak ezt figyelembe kell vennie a mérési bizonytalanság becslésénél.
Következtetés: A funkcióleírások kibővített lehetőségei
A legtöbb felhasználó számára az új szabvány egyáltalán nem változtat semmit. Ez csak a funkcionális leírásokhoz kínál kibővített lehetőségeket, például az additív gyártási eljárásokban, ahol néha új szerkezetekre vagy új szűrőkre van szükség.
A korábbiaktól eltérően már nem a munkadarab határozza meg a szűrőbeállítást, hanem a hozzá tartozó rajz. Ez növeli annak a döntésnek a megbízhatóságát, hogy a vizsgált felület megfelel-e a követelményeknek vagy sem. Többé nincs szükség a DIN EN ISO 4288 szabvány szerinti munkadarab felületének időigényes - és a gyakorlatban alig betartott - vizsgálatára, beleértve annak szubjektív értékelését, hogy egy profil periodikus vagy aperiodikus-e.
Összességében az új szabványban nagy hangsúlyt fektettek a folyamatosságra. "A lényeg az, hogy a régi szabvány gyenge pontjait - például a tisztátalan és a nem praktikus meghatározásokat - kiküszöbölték. Ahol a régi szabvány ésszerű eredményeket hozott, ott ez az új szabványra is érvényes. Ahol a régi szabvány elmosódott volt, ott az új szabvány élesebb" - foglalja össze Kedziora fejlesztési igazgató. "A folytonosságnak köszönhetően, amelynek révén minden, az ipari gyakorlatban bevált dolog megmaradt az új profilszabványban, a felhasználók a meglévő mérőműszereikkel is a szabványnak megfelelően mérhetnek tovább."
A Német Szabványügyi Intézet (DIN) jelenleg a DIN EN ISO 21920-1, -2 és -3 nemzeti szabványok kidolgozásán dolgozik. 2020-ban a már korai tervezetként megjelent DIN EN ISO 21920-1, -2 és -3 kiadásokat erősen ajánlott kivonni a forgalomból, mivel a nemzetközi vitában a szabványsorozat végleges változatáig még történtek változások.

Tipp:
A Mahr egy átfogó webináriumot szentel az új ISO 21920-nak "Új felületi szabvány" címmel. Világosan és részletesen elmagyarázza, hogy mit tartogat az új szabvány a méréstechnikusok és a felhasználók számára. > Szeminárium megtekintése
A változások áttekintése:
- Néhány új kifejezés
- Új szimbólum a specifikációhoz
- Az alapértelmezett toleranciaelfogadási szabály a maximális érték szabály ("max. szabály").
- A szabályértékek a specifikáción (rajzbejegyzés) és nem a megadott paraméter becsült értékein alapulnak. Ennek eredményeképpen a beágyazási index hozzárendelése a megadott Ra vagy Rz értéktől függően kissé eltolódik.
- Ha semmi más nincs megadva, az ellenőrzés a megadott geometriai elem azon helyén történik, ahol a maximális értékek várhatóak; az olyan tökéletlenségeket, mint a karcolások vagy pórusok, be kell vonni.
- Nincs különbség periodikus és aperiodikus profilok között
- A jellemző értékeket (néhány kivételtől eltekintve) az értékelési távolság határozza meg.
- Csak néhány jellemző értéket, pl. Rz, Rp, Rv, határoznak meg profilszakaszokon keresztül (a "mintavételi hossz" kifejezést már nem használják).
- A tűréshatár megadása közvetlenül a jellemző érték megadása után következik.
- Egyszerűsített jelölés a kétoldalú tűréshatárok meghatározásához
- Egy harmadik tolerancia elfogadási szabály: "Tmed": Az összes mért érték mediánjának a megadott tűréshatárokon belül kell lennie.
- Lehetőség van optikai módszerek meghatározására a profilgyűjtéshez, pl. EP OR(1).