Magas színvonalú méréstechnika a minőségellenőrzéshez a mérőszobában, a termelésben, az árubeérkezésnél vagy fejlesztésnél.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innovatív méréstechnika sokoldalú alkalmazásokhoz:
- • Hossz és átmérő
- • Felület és kontúr
- • Alak és helyzet
- • Fogazás és tengelyek

Folyadékok és paszták pontos keverése és adagolása:
- • fogaskerekes adagolószivattyúk
- • szivattyúk szálgyártáshoz
- • keverő- és adagológépek és keverőfejek
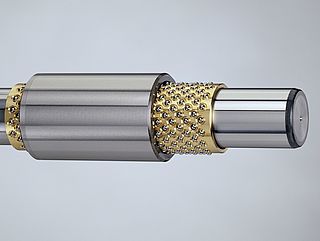
Golyós vezetékek holtjátékmentes lineáris és forgómozgásokhoz:
- • gépgyártásban
- • precíziós technikában
- • optikában
- • elektronikában
- • és sok további szakterületen







Nemzetközi szinten működő vállalatként a Mahrnak vannak szabadalmai nemcsak Németországban, hanem az egész világon is.
ISO 21920 a gyakorlatban

Mivel a korábbi szabványok egy része már nem felelt meg a technika jelenlegi állásának, nem mindig lehetett egyértelműen leírni a kész alkatrész felületi minőségét - "például az olyan új gyártási eljárások esetében, mint az additív gyártás", ahogy Kedziora magyarázza: "Ezek más kihívások elé állítják a mérést, mint a szokásos, ablációs eljárások. Ezért volt szükség mintegy 40 év után egy új profilszabványra". Az eredmény: az ISO 21920 felváltotta az olyan korábbi szabványokat, mint az ISO 3274, 4287, 4288, 13565 és 1302. A szabványsorozat három részből áll. Az első rész a rajzi bejegyzésekkel foglalkozik, és meghatározza a profilozott felületi tulajdonságok megadásának szabályait. A második rész a paraméterekre összpontosít, és meghatározza a terminológiát, valamint a felületi felületi minőség stylus-módszerrel történő meghatározására vonatkozó kifejezéseket és paramétereket. Végül a 3. rész a mérési feltételekre összpontosít, a profilos módszerrel történő felületi felületmegmunkálás teljes specifikációs operátorának meghatározásával.
Változások a gyakorlatban
"Összességében minden csoport nagy hangsúlyt fektetett a folyamatosságra a szabványosítási folyamat során. A régi szabvány gyenge pontjait, a pontatlan definíciókat vagy a gyakorlatban már nem használható paramétereket megszüntettük" - mondja Kedziora projektvezető, aki a szabványosítási folyamat során kezdetben az első, majd később a harmadik részért is felelős volt a nemzetközileg érvényes szabványsorozatban. Mint hangsúlyozza, semmit sem változtattak ott, ahol a régi szabvány ésszerű eredményeket szolgáltatott. Ahol azonban a régi szabvány nem volt egyértelmű, ott az új szabályozás már világosabb. Példaként említi a szűrőbeállításokat, amelyek korábban a munkadarabtól függtek. Előzetes mérésekre lett volna szükség, de ezeket valójában senki sem végezte el. "Most már nem a munkadarab határozza meg a szűrőbeállítást, hanem a megfelelő rajz. Az új profilszabványok több lehetőséget kínálnak a funkcionálisan releváns termékleírásokhoz is."