Magas színvonalú méréstechnika a minőségellenőrzéshez a mérőszobában, a termelésben, az árubeérkezésnél vagy fejlesztésnél.
Gear Metering Pumps & Meter Mix Dispense Machines with highest accuracy for processing liquids and pastes.
High-precision rotary stroke bearings for backlash-free linear and rotational movements for use in machine and device construction.








Innovatív méréstechnika sokoldalú alkalmazásokhoz:
- • Hossz és átmérő
- • Felület és kontúr
- • Alak és helyzet
- • Fogazás és tengelyek

Folyadékok és paszták pontos keverése és adagolása:
- • fogaskerekes adagolószivattyúk
- • szivattyúk szálgyártáshoz
- • keverő- és adagológépek és keverőfejek
Golyós vezetékek holtjátékmentes lineáris és forgómozgásokhoz:
- • gépgyártásban
- • precíziós technikában
- • optikában
- • elektronikában
- • és sok további szakterületen







Nemzetközi szinten működő vállalatként a Mahrnak vannak szabadalmai nemcsak Németországban, hanem az egész világon is.
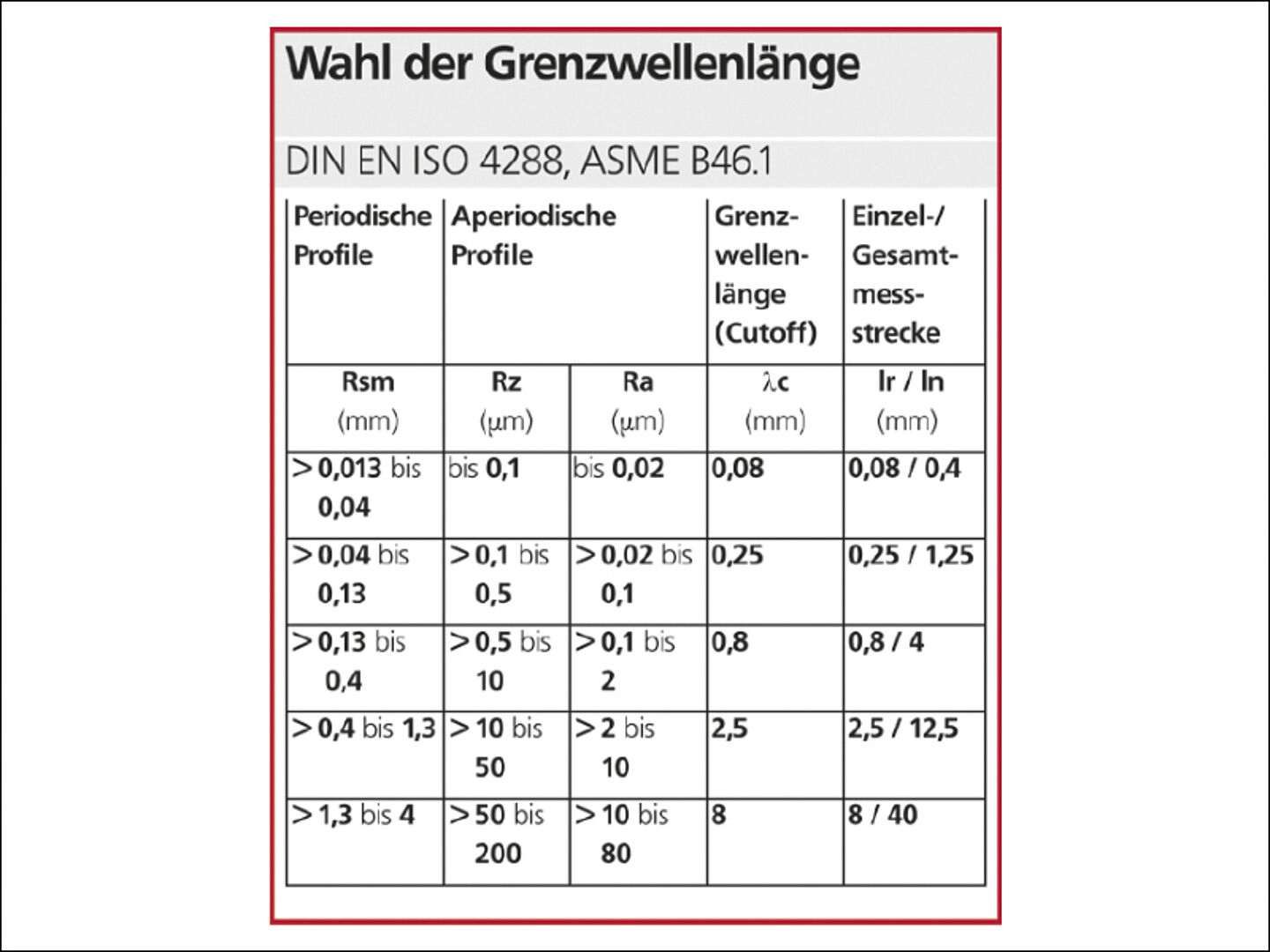
Felületmérés: A megfelelő szűrő kiválasztása

Az alábbi eljárás ajánlott:
- Próbamérés λc = 0,8 mm-rel RSm, Rz és Ra jellemző értékek meghatározásához
- A profil szakvéleményezése
- A világosan felismerhető periodikus profilnál: L levágási hossz kiválasztása RSm jellemző érték szerint a fenti táblázatból
- Egyéb esetben: λc levágási hossz kiválasztása Rz és / vagy Ra szerint
Ha λc=0,8 kiválasztása már pozitív eredményhez vezet, még egyszer ellenőrizni kell, hogy a következő kisebb λc érték nem felel-e meg a szabvány előírásoknak: A szabványnak megfelelő szűrőbeállításhoz mindig a lehető legkisebb λc értéket kell kiválasztani, amely megegyezik az ISO 4288 szerinti táblázatértékekkel.
λc levágási hossz
Ha a rá- és lefutási szakaszoknak a λc levágási hosszal megegyező hosszúsága van, egy érdességmérés tapintási szakasz hosszúsága összesen 7 levágási hosszal egyezik meg. Ezek a tulajdonságok azonban készülékspecifikusak: Vannak olyan felületmérő készülékek, pl. a MarSurf PS 10, melyeknél az érdesség tapintási szakasz csak 6 levágási hossznak felel meg. Nevezetesen akkor, ha a rá- és lefutás egyenként csak egy fél levágási hosszal egyezik meg. A tapintási szakasz mérőkészüléktől való függése nem ellentétes a szabvánnyal, mivel a szabvány csak a mérési szakasz hosszát, és nem a tapintási szakasz hosszát határozza meg.
Javaslatok az λc levágási hossz kiválasztásához
- Szemrevételezéses vizsgálat és / vagy körömpróba - A vizsgálófelület tiszta, periodikus vagy aperiodikus?
- λc automatikus kiválasztása, ha lehetséges - egyéb esetben λc kiválasztása szemrevételezéses vizsgálattal, tapasztalat vagy tűréselőírás szerint
- Szükség esetén λc korrekciója ISO táblázat szerint
- A mérés megismétlése a következő legkisebb λc értékkel - különösen fontos a tűrés átlépése esetén!
Az λc levágási hossz szabványnak megfelelő kiválasztására vonatkozó pontos előírást a periodikus és aperiodikus felületi profilokra vonatkozóan ISO 4288 szabvány tartalmazza.
Jellemző értékek jelentése
Legkésőbb a DIN EN ISO 4287 megjelenésével nagyon sok kiegészítő felületi jellemző érték áll rendelkezésre. A különböző jellemző értéknek azonban a gyakorlatban is nagyon különböző jelentése van. A jellemző értékek között
vannak olyanok, amelyeket ritkábban használunk és a nemzetközi gyakorlatban nem terjedtek el.
A szokásos jellemző értékek jelentése
Rz átlagos érdességmélység
Rz átlagos érdességmélység az egyes érdességmélységek számtani közepe: Az Rzi értékek összege elosztva Ir egyedi mérési szakaszok számával. Rmax-hoz hasonlóan Rz is a felületi érdesség vizsgált felületre merőleges mértékének kifejezése. Rz azonban Rmax-nál kevésbé függ az egyes profil jellemzőktől: Az ismételt méréseknél az Rz értékek szóródása kisebb az Rmax értékekénél.
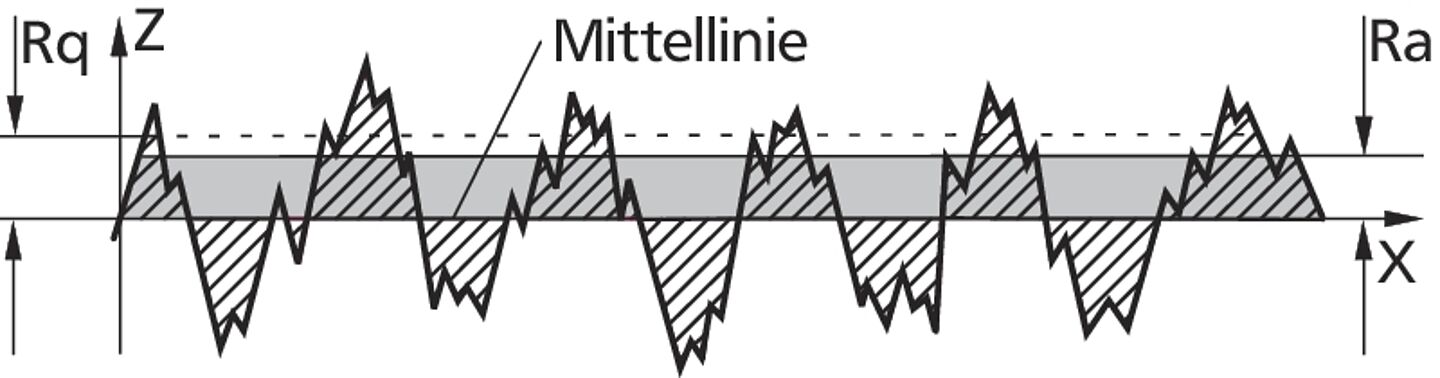
Ra, Rq átlagos érdességértékek
Az Ra átlagos érdességérték az érdességprofil összes profilérték nagyságának aritmetikai középértéke. Ra a világon a leggyakrabban használt érdességi jellemző. Egyszerűen mérhető, ismételt mérésekkor jól reprodukálható, azonban az egyedi mérési szakaszok profiljellemzőiről nem mond semmit. Így a munkadarab felületek funkciójának értékelésére csak más, itt ismertetett felületi jellemző értékekkel együtt alkalmas.
Rmax maximális érdességmélység
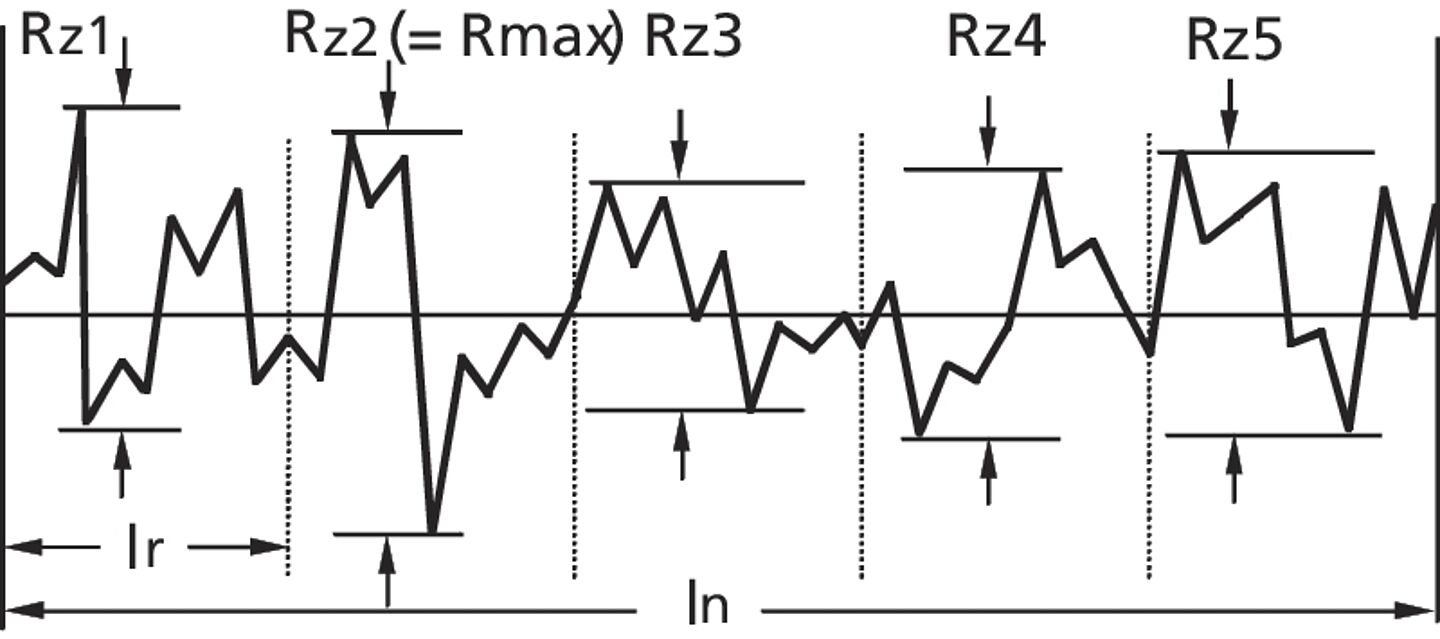
Az Rzi egyedi érdességmélység az R érdességprofil legnagyobb profilcsúcsa magasságának és a legmélyebb profilvölgye mélységének összege egy Ir egyedi mérési szakaszon belül. Az Rmax maximális érdességmélység a legnagyobb egyedi érdességmélység
teljes mérési hosszon belül. Az Rmax a felületi érdesség vizsgálat felületre merőleges mértékének kifejezése. Minden, az érdesség megítéléshez gyakorlatban alkalmazott merőleges irányú jellemző közül legjobban ez függ az egyedi profil jellemzőktől (jellemző = profilcsúcs vagy profilvölgy, ill. kiugró érték). Az Rz átlagos érdességmélységhez hasonlóan a ma már nem használt Rt érdességmélység helyettesítésére használható.
Fontos tudnivaló:
Az Rmax jellemző értéket az ISO szabványokban csak az általános ISO 4288 szabványban említi, jelölése Rz1max. (A VDA Német Autóipari Szövetség azonban nem fogadja el az Rz1max használatát sem és továbbra is az „Rmax” jelölést javasolja.)